Ultrasonic Welding
- سیستم جوش التراسونیک ( جوش فراصوت ) یکی از بهترین راهکارها برای صرفه جویی انرژی در هنگام جوش پلاستیک و فلز
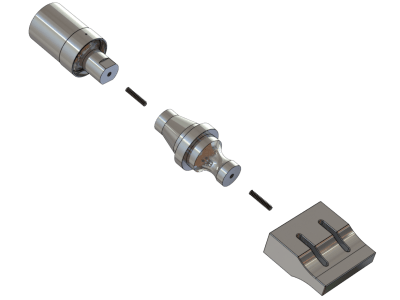
- یک سیستم جوش التراسونیک متشکل از : ژنراتور التراسونیک ، کانورتور یا تبدیل کننده و یک سونوترود است.
- نقطه قوت محصولات شرکت Sonikks آلمان این است که ژنراتورهای خود را به گونه ای طراحی میکند که قابل استفاده برای تمامی کاربردهای التراسونیک باشد.
نحوه عملکرد
- ژنراتور وظیفه تبدیل ولتاژ اصلی به فرکانس بالا و انتقال آن به بخش کانورتور را دارد.
- کانورتور با کمک اثر پیزو الکتریک ها ، وظیفه تبدیل فرکانس بالا به ارتعاشات التراسونیک را دارد.
- تقویت کننده یا همان ترانسفورماتور دامنه، ارتعاشات التراسونیک را به Sonotrode منتقل می کنند.
- در نهایت ارتعاشات التراسونیک از طریق بوستر و سونوترود به قطعه کار می رسد.
- در اثر انتقال ارتعاشات به قطع کار و اصطکاک ایجاد شده، قطعه کار گرم و ذوب می گردد.
- در انتها با اعمال فشار قطعات ذوب شده به یکدیگر جوش داده می شوند.
مزایای جوشکاری التراسونیک
جوش کاری التراسونیک طیف گسترده ای از مزایا را نسبت به روش سنتی ارائه می کند
- امکان جوش مواد ترموپلاستیک مانند کامپوزیت ها، منسوجات، فیلم ها و ….
- بالابردن زمان تولید
- امکان کنترل دیجیتال و نظارت بر پروسه جوش کاری
- کیفیت جوش ثابت، مناسب و پایدار
- روشی دوست دار محیط زیست با حداقل نیاز به انرژی
- جوشکاری بدون افزودن مواد شیمیایی و با امکان بازیافت قطعه
مختصری از کاربردهای جوش التراسونیک
- صنایع خودرویی
- تولید قالب قطعات پلاستیکی
- صنعت نساجی
- جوش قطعات پوشش دار مانند پاره های عایق یا برزنت
- صنایع الکترونیکی
- صنایع بسته بندی (مانند آب بندی بسته ها)
- صنایع پزشکی (تولید تجهیزات، لباس ها و بسته های یکبار مصرف)
مزایا و محدودیت های جوشکاری التراسونیک
- جوشکاری مافوق صوت یکی از محبوب ترین روش های جوشکاری است که در صنعت است
- جوش التراسونیک سریع ، اقتصادی ، با قابلیت اتوماسیون شدن و مناسب برای تولید انبوه با نرخ تولید بالا تا ۶۰ قطعه در دقیقه است
- جوش التراسونیک اتصالات با مقاومت بالا را ایجاد می کند و تجهیـــزات آن جمع و جور است
- این روش جوشکاری یک روش تمیز است
- بطوریکـــه مانند سایر فرآیندهای جوشکاری مانند جوشکاری الکترود دستی ، جوشکاری با گاز محافظ میگ و مگ و جوشکاری تیگ نیـــــاز به سیستـــم تهویه در فضای سربستــــه نداریم .
- از محدودیت جوشکاری مافوق صوت این است که با فناوری فعلی ، جوشکاری اتصالات بزرگ (یعنی بزرگتر ۲۵۰ × ۳۰۰ میلی متر) امکان پذیر نیست
- و هزینـــه راه اندازی اولیه جوشکاری التراسونیک نسبتاً زیاد است .
کاربردهای جوشکاری مافوق صوت
همانطور که اشاره شد جوش التراسونیک در صنعت کاربرد فروانی دارد و از جمله مهمتـــرین آنهــــا به موارد زیر میتوان اشاره کرد.
- ساخت لوازم خودرو: قطعات چراغ ،داشبورد ،سوئیچ ها ،کمربند ایمنی و …..
- ساخت وسایل الکترونیکی: سنسورها،بورد های الکترونیکــــی و …..
- پزشکی: فیلترها ،ماسک ها و …..
- صنایع بسته بندی: بسته های کیسه ها ، بسته بندی ظروف و …