تولید بسیاری از قطعات مستلزم ایجاد سوراخ روی سطوح است. تقریبا همه موارد را میتوان با روشهای منگنه کاری، سوراخ کاری، سایش یا برش کاری گرمایی سوراخ کرد. مته کاری یک فرآیند ماشینکاری متعارف است و در آن عمل براده برداری انجام می شود. احتمالا مته کاری ساده ترین و متداول ترین روش برای ایجاد چنین سوراخهایی است.
یکی از دلایل ایجاد سوراخ ایجاد رزوه در قسمت داخلی سوراخ برای اتصال می باشد. اغلب اوقات برای آماده کردن قطعه جهت اتصال به پیچ های استوانه ای می توان آن را با مته سوراخ و سپس قلاویز کرد(شکل۱). در این بین ضخامت ورق و تعداد رزوه های درگیر بسیار مهم است که این تعداد براساس کارکرد متغیر است. در ورق های نازک اگر بخواهیم از پیچ های استوانه ای استفاده نمائیم بایستی این استاندارد ها را درنظر بگیریم و با در نظر گرفتن استاندارد مهره ها می توان ضخامت ورق را با توجه به قطر پیچ انتخاب نمود.
در بسیاری از مصنوعات تولیدی به دلیل کاهش وزن بایستی قطعات را از ورق های نازک ساخت که این مهم مسئله ای را مطرح مینماید که راه حل استفاده از مهره پرچی(Rivet nut) و مهره جوشی (weld nut) است.

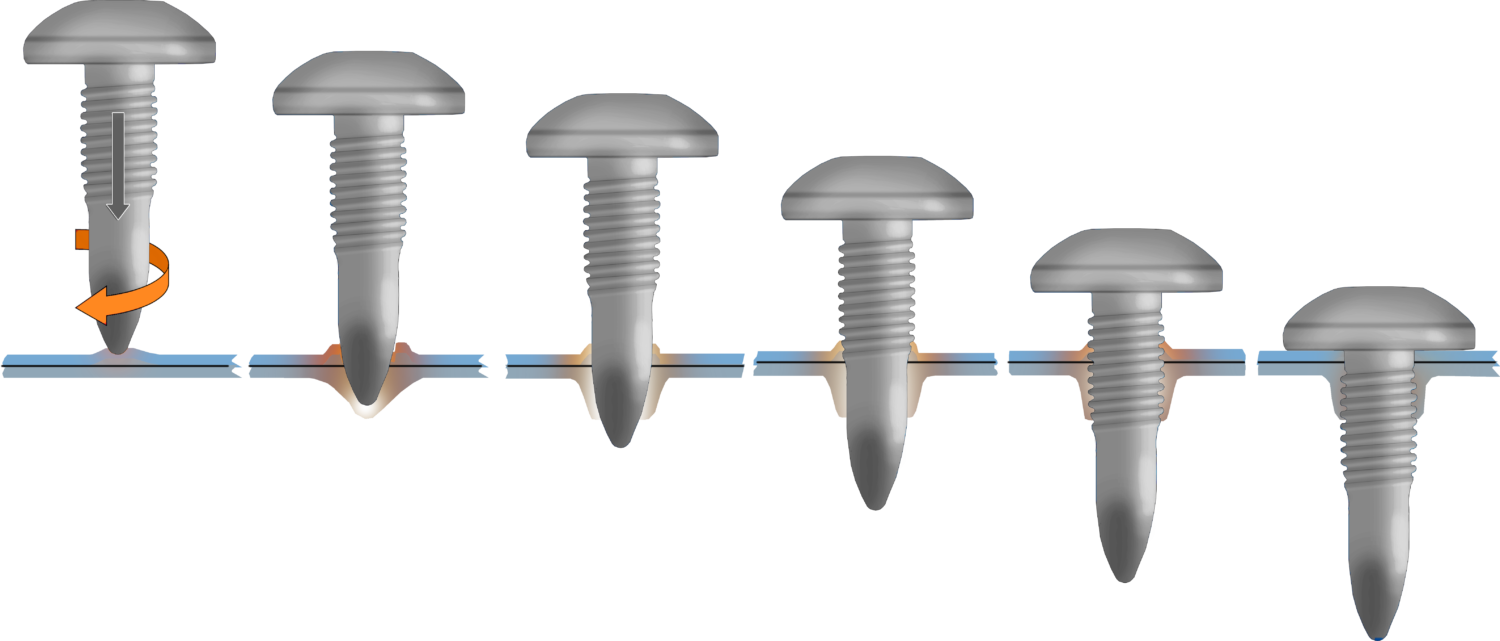
از راه های دیگر ایجاد رزوه در ورق های نازک سوراخ کاری اصطحکاکی و قلاویز در کنار هم میباشد. در این روش به کمک سری مخصوص، چرخش و فشار عمودی سوراخی در سطح ایجاد می شودکه میتوان سوراخ ایجاد شده را قلاویز نمود. مزیت این روش اتصال نسبت به مهره پرچی و جوشی عدم استفاده از قطعه ای مجزا است.
View this post on Instagram